NCSimul
NCSimul



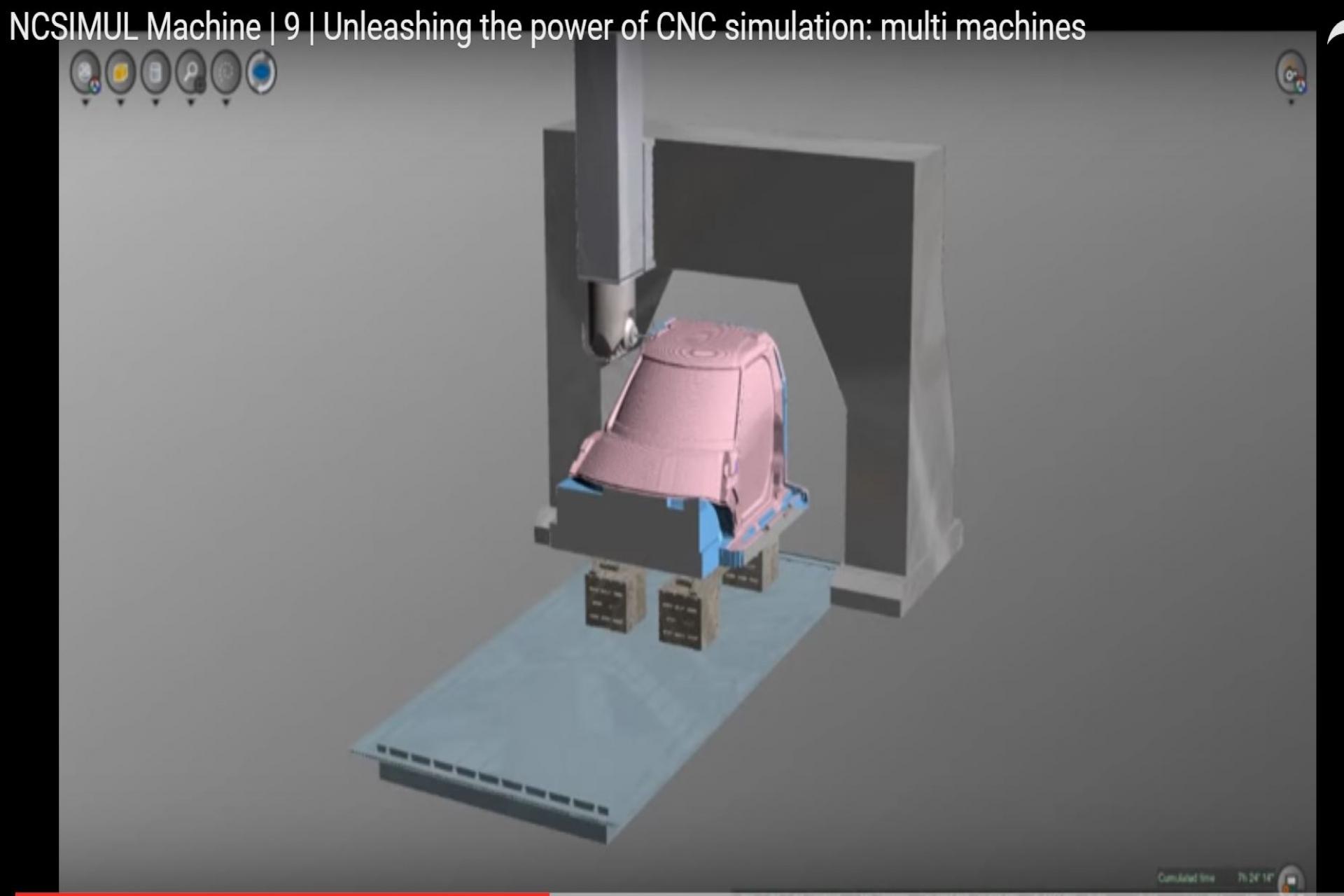
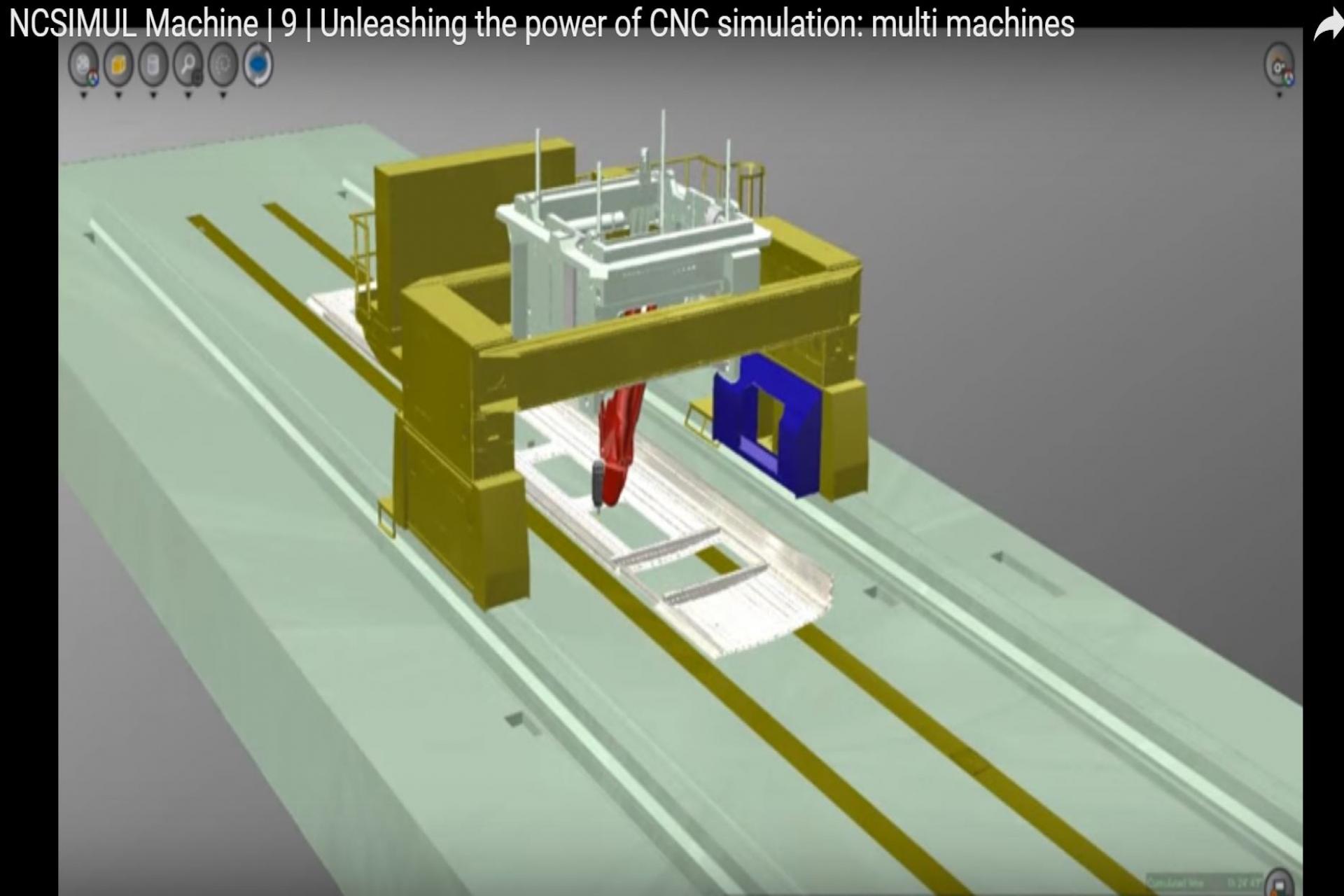
NCSIMUL è la soluzione completa per la simulazione delle macchine utensili di fresatura, tornitura e multitask.

Si tratta di un software di elevata qualità per la simulazione delle macchine a controllo numerico, per l’analisi ed il controllo dei programmi NC più o meno complessi, con richiami di sottoprogrammi interni ed esterni, utilizzo di variabili utente, loops e macro del costruttore, prima dell’esecuzione reale in macchina. L’interfaccia diretta con Edgecam permette di caricare in automatico da Edgecam liste utensili, grafiche 3D (macchina, pezzo, attrezzature, staffaggi) e Zeri Pezzo.
Controllare i programmi NC è costoso
La preparazione e la messa a punto di programmi per le macchine utensili a CNC sono compiti che offrono straordinarie opportunità per migliorare la produttività. I produttori hanno capito che se non fanno un utilizzo migliore delle loro macchine utensili installate difficilmente possono ottenere un incremento di produttività.
Ci sono varie ragioni per questi aspetti :
- L' ambiente: utensili e loro preparazione, pianificazione, scadenze, modi di utilizzo, etc.
- Programmazione NC e modifiche sui programmi: CAM (Computer-Aided Manufacturing) o la programmazione manuale, WOP (Workshop Oriented Programming, ovvero la programmazione in officina direttamente sulla macchina utensile), la modifica di programmi ISO utilizzando uno di questi metodi (NB : ISO è uno standard di codifica per istruzioni per macchine utensili).
- Tecnologia: condizioni di taglio e metodi di staffaggio, lavorazioni speciali, materiali, macchine ed opzioni, etc.
Per tener conto degli aspetti più importanti del processo di produzione, e di conseguenza dei vincoli in officina, diamo uno sguardo dettagliato alle cause più comuni di perdita di produttività nella programmazione di macchine utensili CNC, per fornire con argomenti e giustificare formalmente l'adozione di uno strumento di simulazione di lavorazione NC nella vostra azienda.
Questo metodo è inteso come un compromesso accettabile tra la realtà utilizzando macchine utensili NC ed un approccio globale che comprende la necessità di utilizzare un prodotto software per la simulazione della lavorazione. Questo metodo dimostra anche il potenziale di guadagni che non sono necessariamente visibili giorno per giorno, dato il modo in cui le macchine utensili vengono utilizzate senza una implementazione di simulazione.
Le informazioni visualizzate in questa pagina possono quindi fornire una base per produrre una giustificazione formale in termini di costi.
FATTORI DI COSTO
Qui analizzeremo gli aspetti ed i relativi costi per i diversi compiti svolti dagli utenti di macchine utensili quando si verificano problemi nella messa a punto di programmi NC.
Anche se altri parametri come lo stress sperimentato da programmatori ed operatori NC quando si prova un nuovo programma di lavorazione non sono inclusi come fattori di costo diretti, è molto importante non trascurare questo aspetto quando si deve giustificare l'adozione di un prodotto simulazione di lavorazione.
NUMERO DEI PROGRAMMI
Il numero di programmi fornisce un'indicazione del grado di attività di programmazione di una società. Per semplificare i calcoli, consigliamo di includere anche le modifiche dei programmi in questa sezione. Questo perché quando vengano apportate modifiche sostanziali ai programmi esistenti, questi possono essere considerati come nuovi programmi che richiedono lo stesso ciclo di prova.
TEST IN MACCHINA
Il tempo necessario per testare un programma sulla macchina utensile NC è la differenza tra il tempo di lavorazione necessario per la realizzazione di un pezzo ed il tempo di durata del test. Questa differenza varia secondo i metodi di prova utilizzati :
- prima lavorazione su un modello in resina o altro materiale, poi una parte reale utilizzando il metodo "blocco a blocco"
- lavorazione della parte reale, ma usando il metodo "blocco a blocco"
- lavorazione della parte reale a velocità ridotta
Se dovesse verificarsi un problema, si dovrà agire con un'azione immediata al fine di modificare il programma, causando così un'attività per la macchina.
ROTTURA
Questo è il rischio che tutti i programmatori e gli
operatori NC temono di più. La capacità di evitarlo può evitare da solo la
giustificazione nell'adozione di un prodotto di simulazione di lavorazione.
La rottura di attrezzature o macchinari naturalmente genera un costo di
riparazioni spesso molto costoso e può anche essere una fonte di rischio per
il personale. Dunque,dovrebbe essere fatto di tutto per eliminarlo.
Nonostante il progresso tecnologico abbia ridotto i livelli di rottura di
utensili, staffaggi o altre attrezzature, ciò continua ad accadere e deve essere considerato nell'analisi dei costi.
CONVALIDA DA PARTE DEL PROGRAMMATORE
Un programmatore controlla generalmente il programma ISO prima di inviarlo all'operatore della macchina utensile NC. Questo step di controllo consiste essenzialmente nel leggere il programma ISO e " simulare " il comportamento della macchina utensile NC.
Questo tempo non va quantificato perché si svolge presso la stazione di programmazione manuale o automatica ed è quindi compreso nel tempo di programmazione.
A seconda del tipo di lavorazione, il tempo di rilettura può variare in termini di tempo e di efficienza rispetto alla complessità dei programmi. Due aspetti principali determinano la complessità dei programmi NC:
- La strategia di programmazione per le passate di sgrossatura e finitura, i percorsi di avvicinamento, sequenze di cambio utensile, e chiamate a specifiche funzioni tecnologiche sulla macchina utensile.
- I valori degli indirizzi prodotte dai calcoli eseguiti dai programmi CAM, in particolare di 3 - e 5 - assi per i valori di movimento e di alimentazione, così come per i calcoli di post-processor per gli indirizzi degli assi di rotazione e la accettazione delle correzioni utensile relative ai percorsi programmati.
E' facile notare che le interazioni tra il programmatore NC, il sistema CAD / CAM e il post -processor sono tali che in molti casi i programmi devono essere convalidati da rileggere.
SCARTO
Questo è il costo della parte ‘di massima' a cui deve essere aggiunto il costo del lavoro già svolto :
- prima lavorazione su un modello in resina o altro materiale, poi una parte reale utilizzando il metodo "blocco a blocco",
- lavorazione della parte reale, ma usando il metodo "blocco a blocco",
- lavorazione della parte reale a velocità ridotta.
In alcuni casi, la parte può essere riparata. Questo lavoro di riparazione genera però costi che devono essere presi in considerazione per il costo totale di questo pezzo.
CORREZIONE DEL PROGRAMMA
Il tempo necessario per correggere i programmi è sempre elevato quando i programmatori devono immergersi di nuovo nella logica del programma da modificare che era stato archiviato e familiarizzare di nuovo con il contesto.
Il costo ed il tempo rappresentato qui è il tempo aggiuntivo che può essere spiegato dal fatto che la modifica del programma avviene allo stesso tempo come il programma viene utilizzato o controllato, e non al tempo effettivo di programmazione come sarebbe il caso quando si usa un pacchetto di simulazione.
Questo tempo viene generalmente ripartito come segue :
- Verifica del programma di nuovo fuori del file system e di controllarlo di nuovo,
- Comprensione e analisi del problema riscontrato,
- Definizione e attuazione della modifica,
- Aggiornamento e salvataggio del programma.
RIELABORAZIONE
Il tempo e il costo medio per ripetere una lavorazione possono essere imputate a quello di rielaborare una parte quando il programma modificato può essere eseguito sulla stessa parte fisica. Per semplificare il processo, si devono utilizzare anche questo tempo nel caso di una nuova lavorazione quando una parte è stato scartata.
PRODUZIONE NON IN LINEA
Quando si verifica un problema durante una lavorazione, non è insolita un' interruzione nell' intero processo produttivo.
Questa situazione, causata essenzialmente da aspetti che vanno fuori sincrono nel piano di produzione genera notevoli ripercussioni sui costi che non sono sempre facili da identificare e valutare.
Indubbiamente in questo tipo di situazione, la soluzione del problema è prioritario analizzando i costi derivanti. Tuttavia, questi costi non generano tempi morti in altri posti di lavoro e possono richiedere utensili che devono essere smontati e rimontati.
Dobbiamo anche considerare le ripercussioni per i clienti esterni della società in termini di tempi di spedizione e soddisfazione del cliente.
SMONTAGGIO E RIMONTAGGIO
In contrasto con il caso discusso in precedenza, le "lunghe modifiche " causano fermi di produzione per passare a qualche altra attività di produzione temporanea fino a quando il programma verrà modificato.
Ciò comporta costi sostenuti per rimuovere la parte incompiuta ed il rimontaggio di una nuova parte per la lavorazione. Questo costo può apparire trascurabile quando l'installazione è semplice, ma può pregiudicare la situazione nel caso di assiemi complessi che coinvolgono, per esempio, teste orientabile, cicli di misura, ecc
Dunque,NCSIMUL:
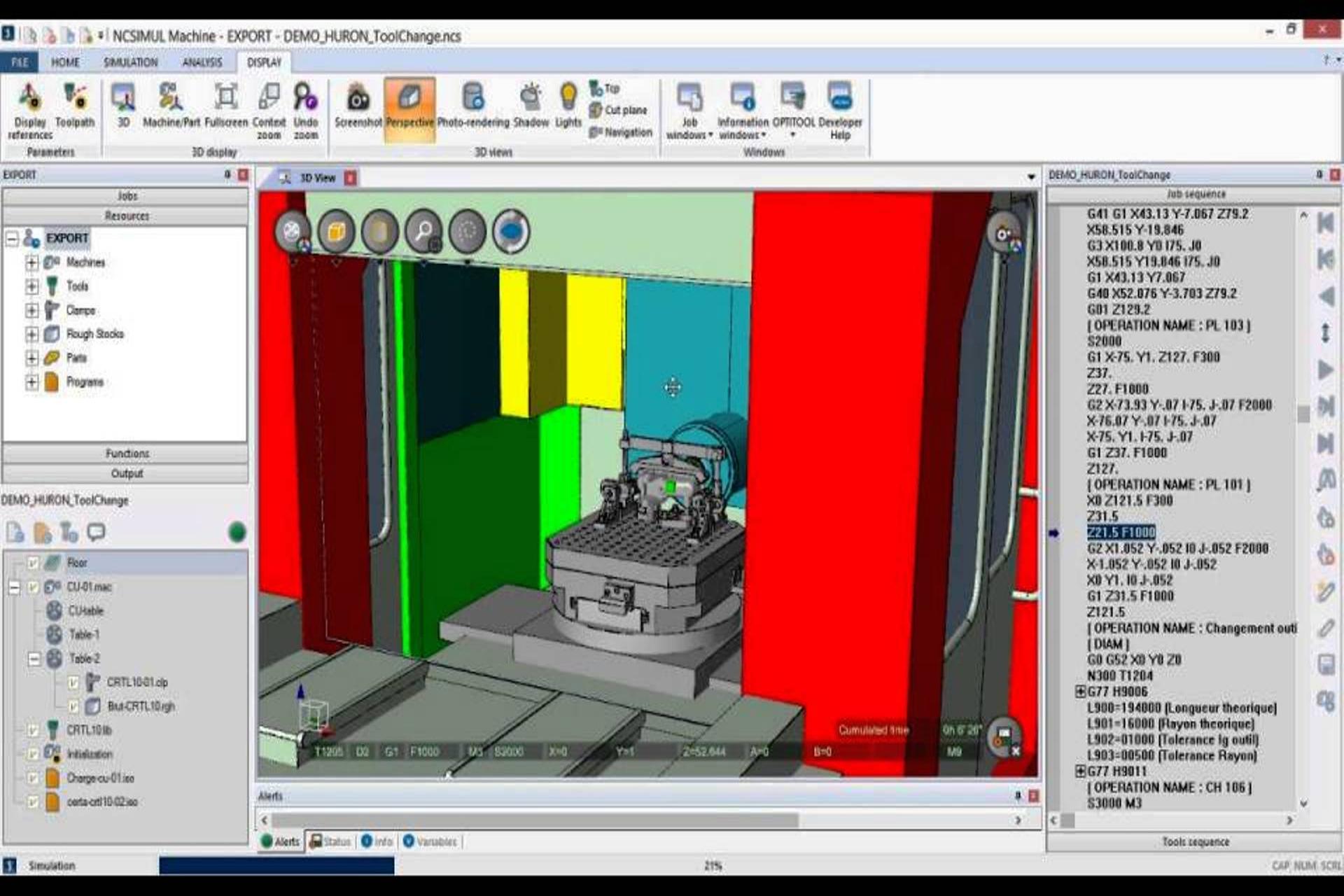
Legge e simula qualsiasi G-Code e macro definite dal costruttore
Fornisce il percorso utensile in anteprima e rileva gli errori prima simulazione
Può interagire facilmente tra finestra 3D, programma G-code e le finestre di informazione.
Fornisce una preview dei movimenti macchina e rimozione materiali con tecnologia grafica 3D e funzionalità di zoom dinamiche.
Nessuna macchina è complessa: NCSIMUL MACHINE supporta un illimitato numero di canali
Permette di lanciare tutti i principali compiti di verifica da un'unica schermata.
E' la soluzione chiavi in mano che comprende licenza macchina,servizio e supporto senza costi aggiuntivi.
Dunque, NCSIMUL:
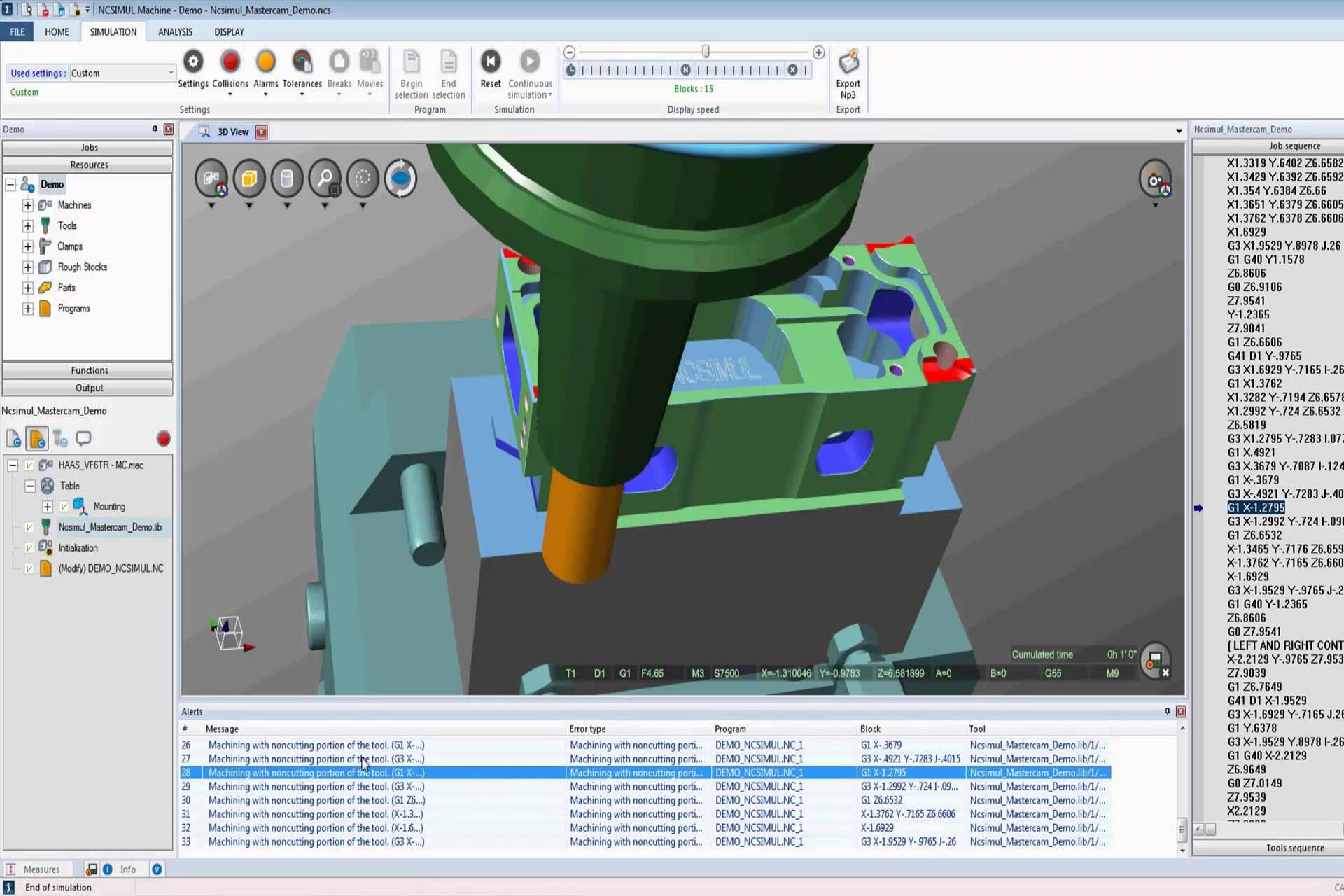
· Legge e simula qualsiasi G-Code e macro definite dal costruttore.
· Fornisce percorso utensile in anteprima e rileva gli errori prima simulazione.
· Consente una facile interazione tra finestra 3D, programma G –code e le finestre di informazione.
· Visualizza una preview dei movimenti macchina e la rimozione di materiali con tecnologia grafica 3D e funzionalità di zoom dinamiche.
· Nessuna macchina è complessa : NCSIMUL MACHINE supporta un illimitato numero di canali.
· NCSIMU permette di lanciare tutti i principali compiti di verifica da un'unica schermata.
· La soluzione chiavi in mano che comprende licenza macchina, servizio e supporto senza costi aggiuntivi.
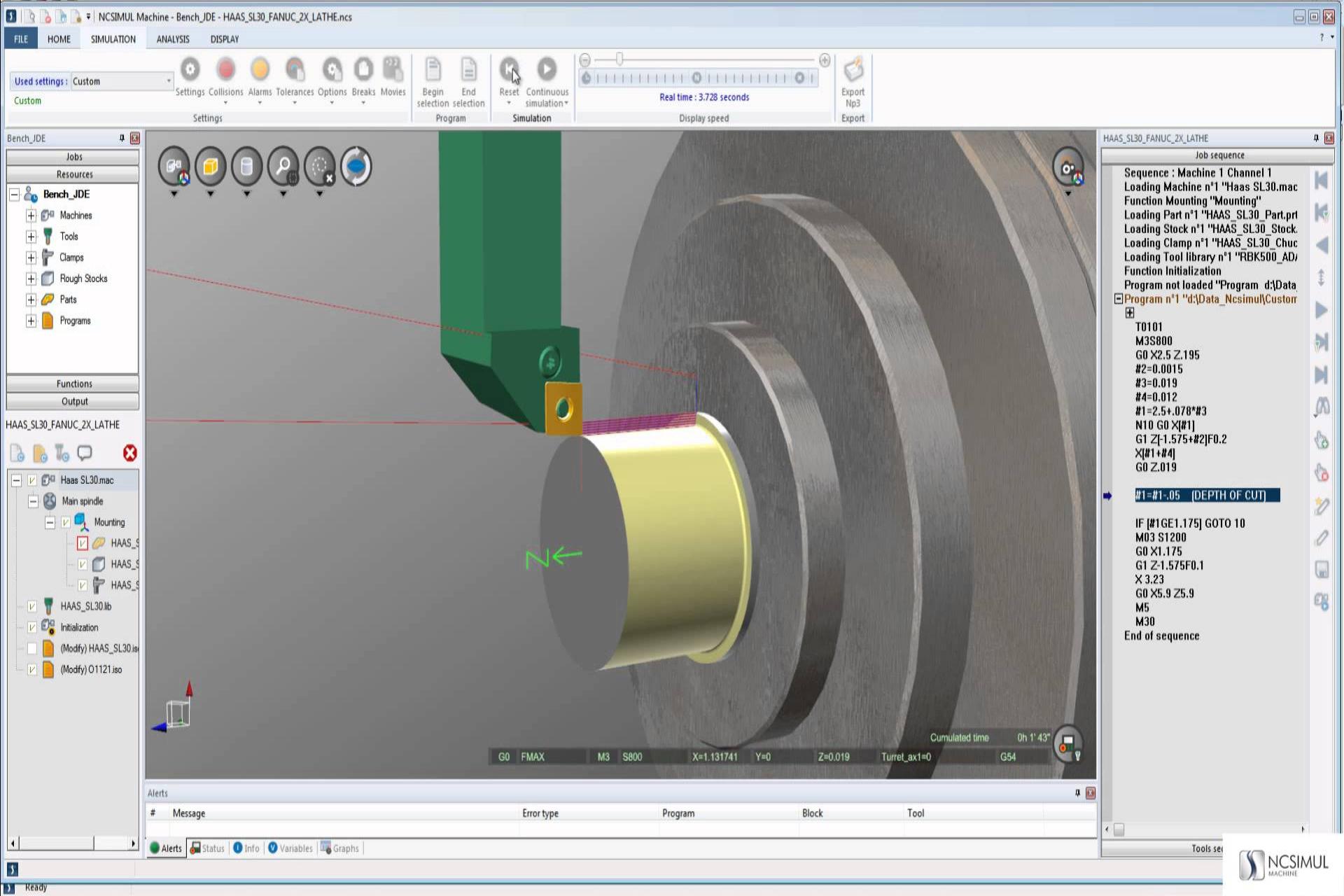
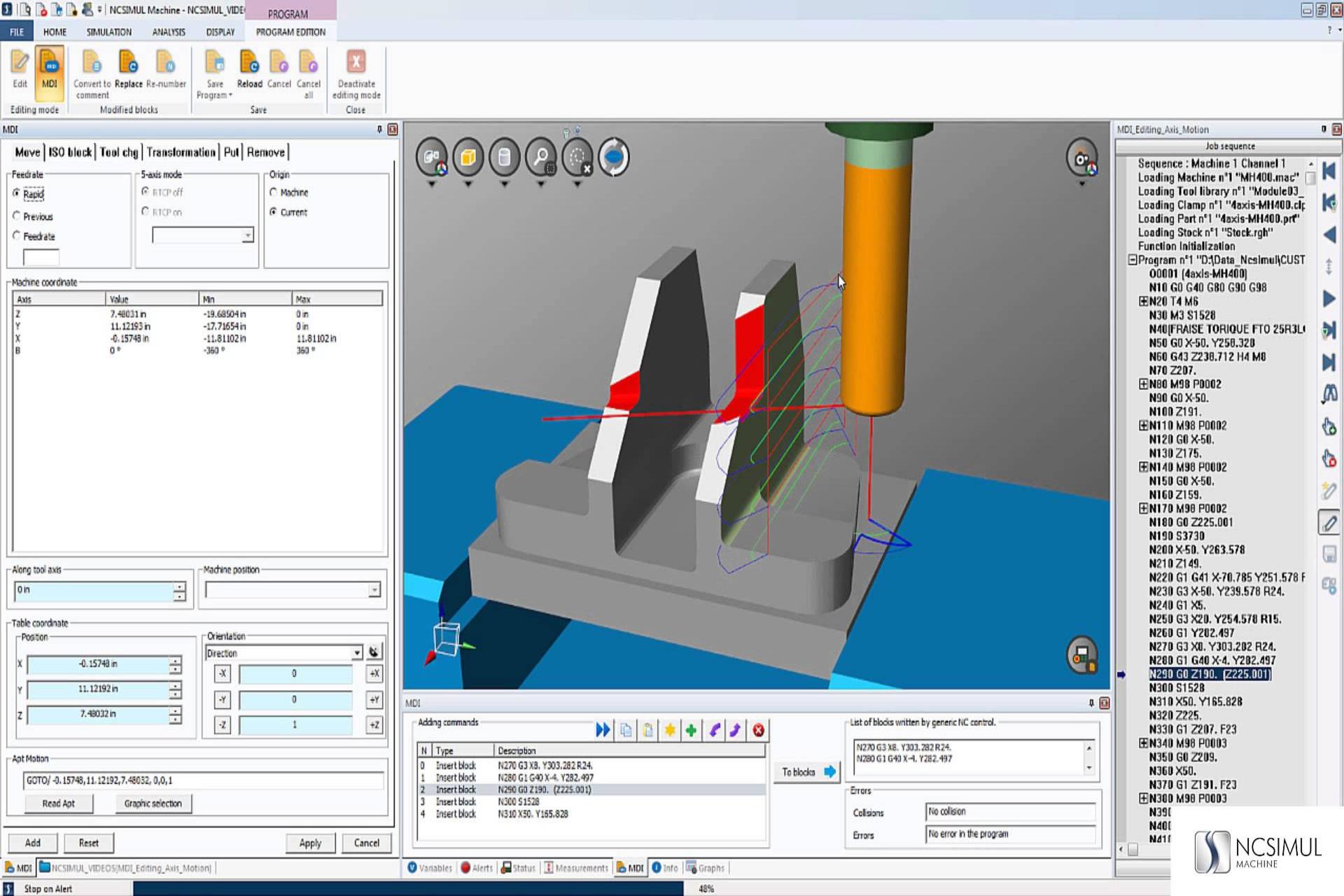
Con NcSimul riusciamo a simulare qualsiasi g-code su qualsiasi macchina gestendo le collisioni con tutte le sue parti.
Non riusciamo a simulare la deformazione della lamiera in seguto ad applicazione di un rivetto o se sottoposta a punzonatura.
Click sulle fotografie per visualizzare la galleria