NCSimul
NCSimul



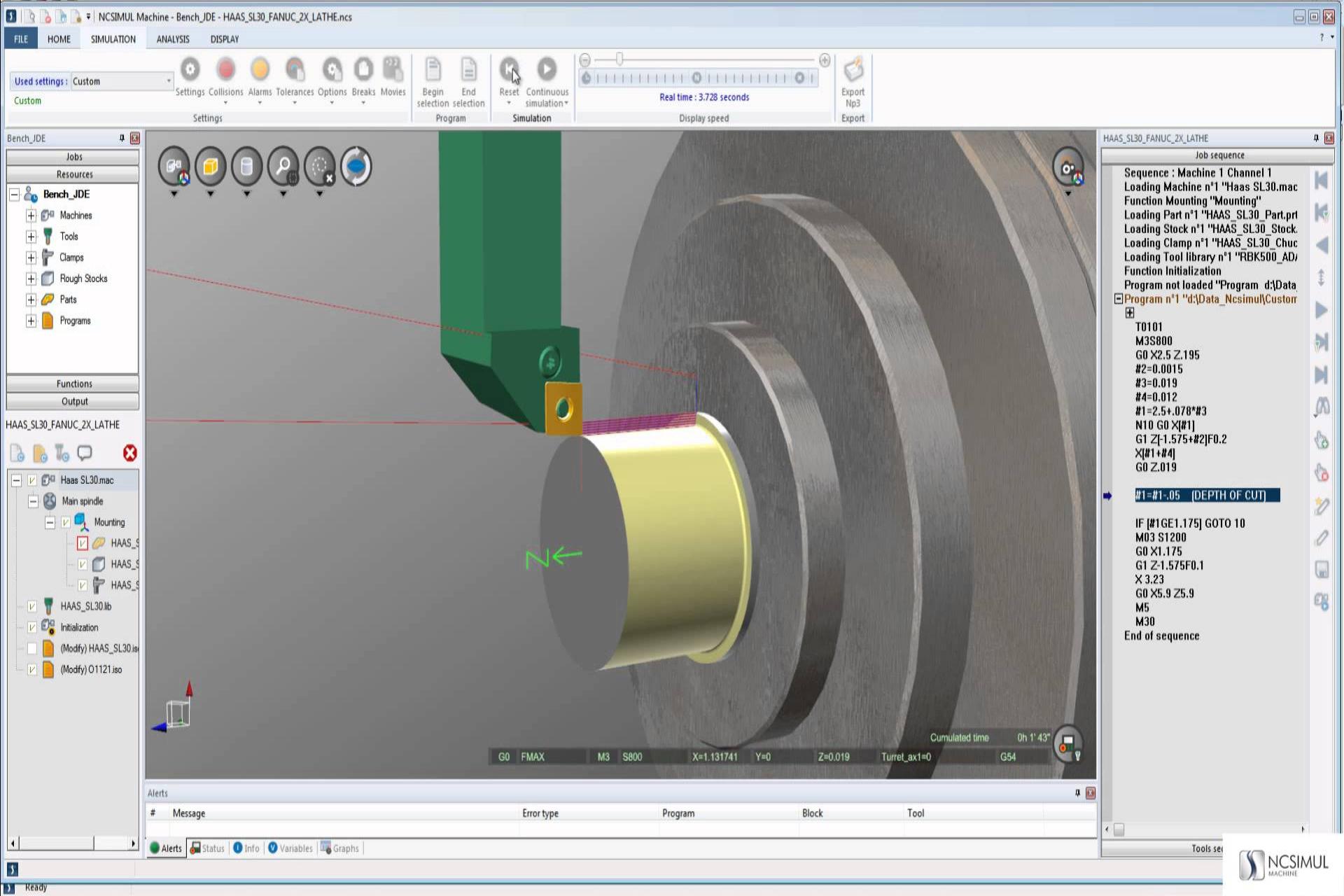
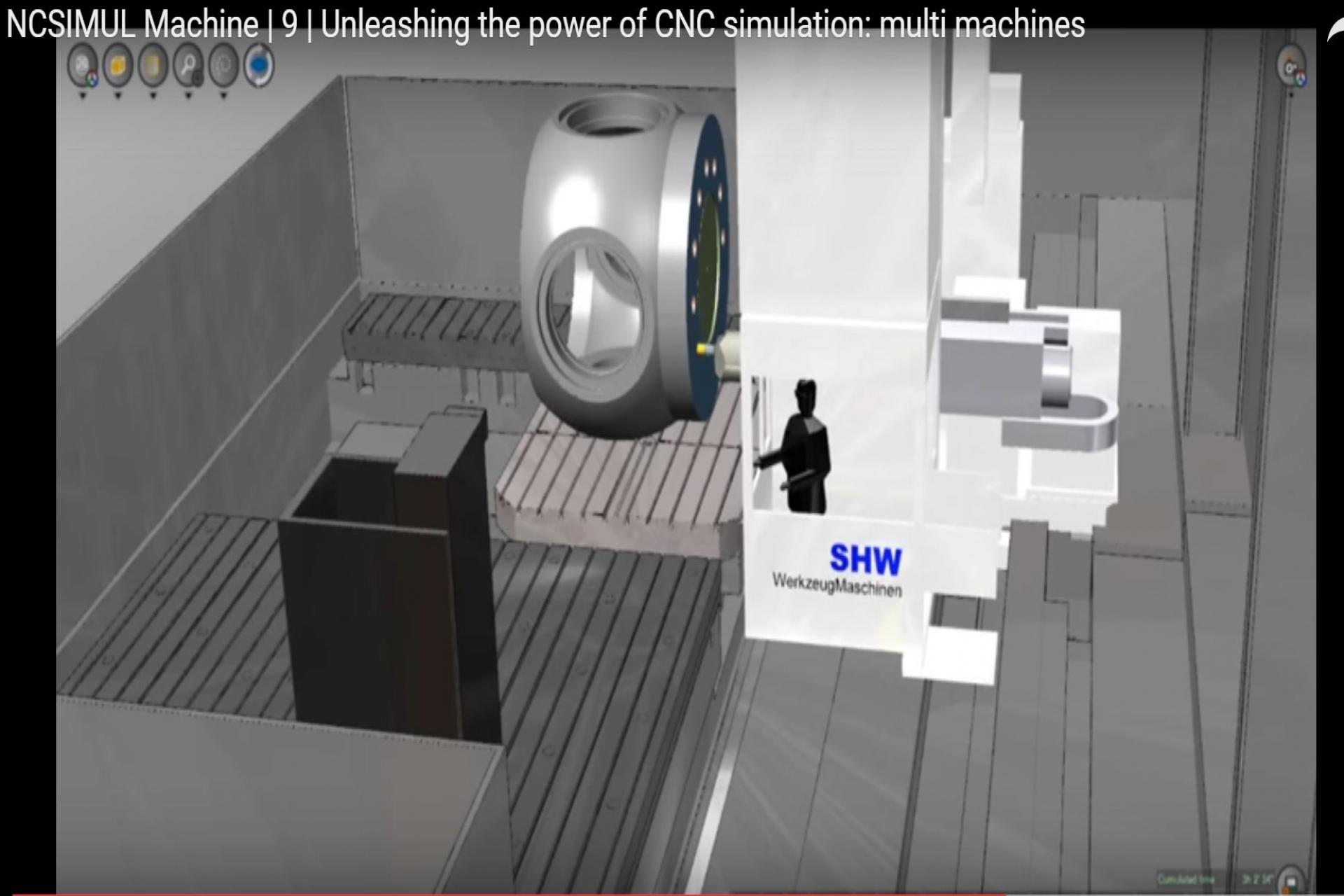
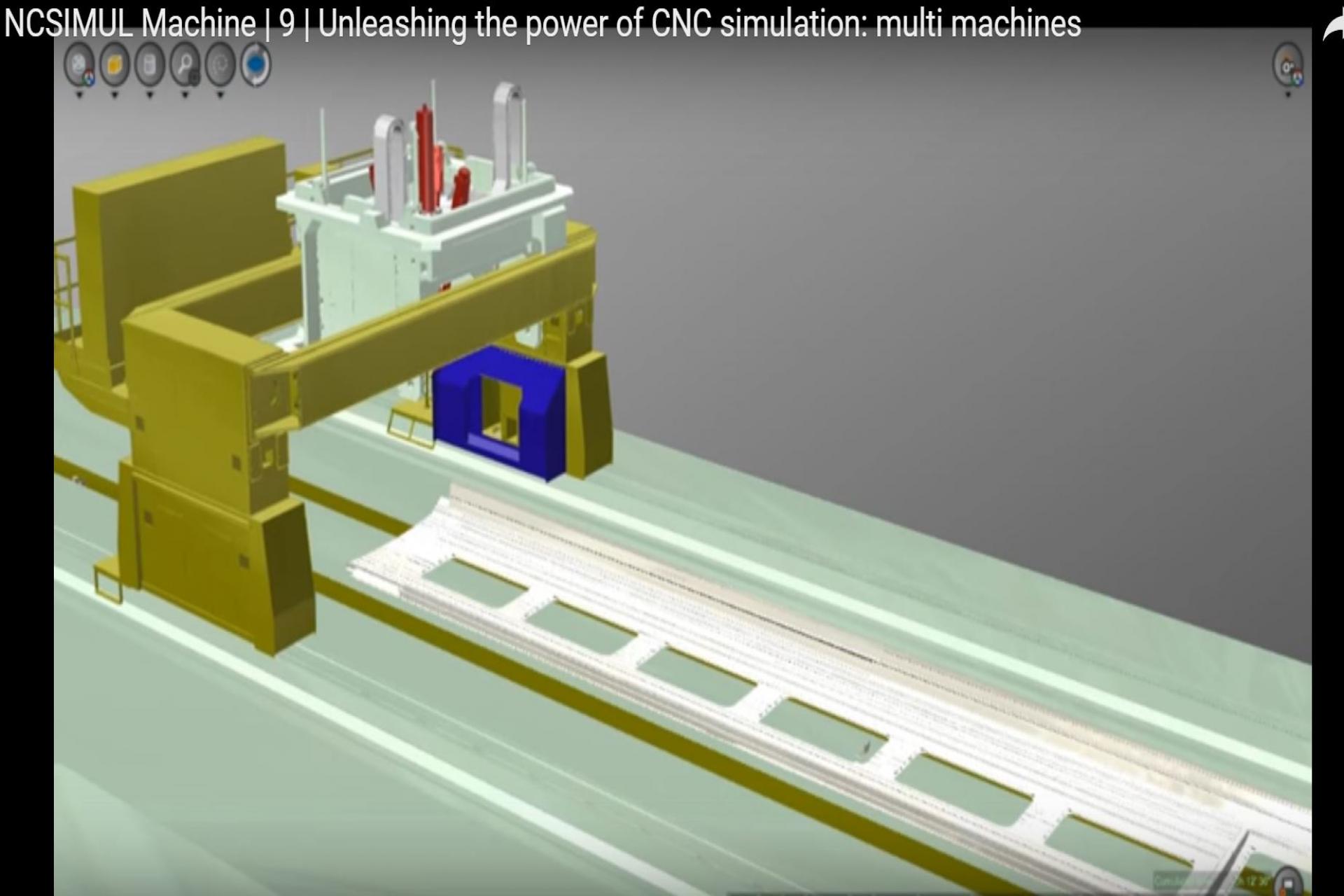
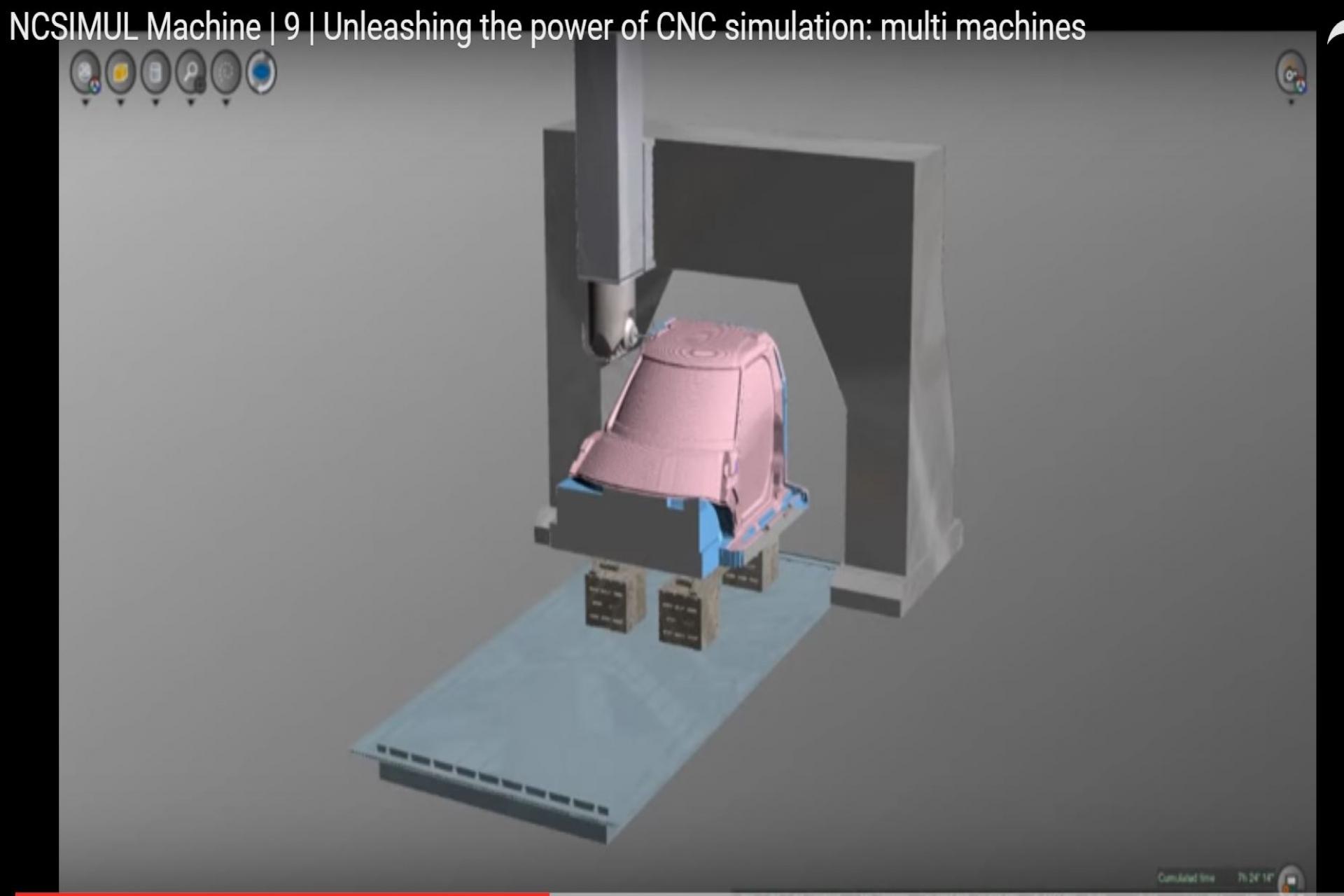
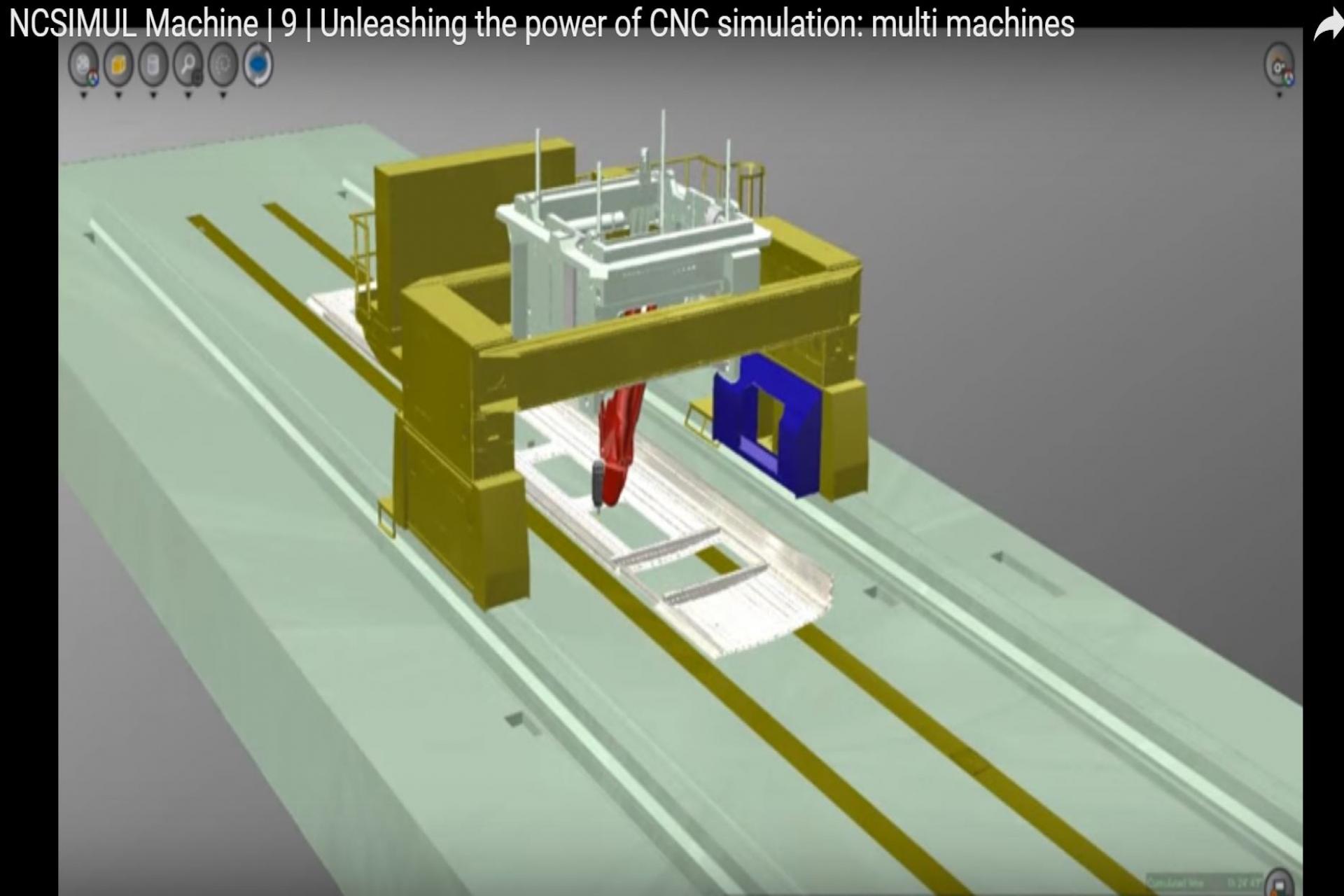
NCSIMUL è la soluzione completa per la simulazione delle macchine utensili di fresatura, tornitura e multitask.

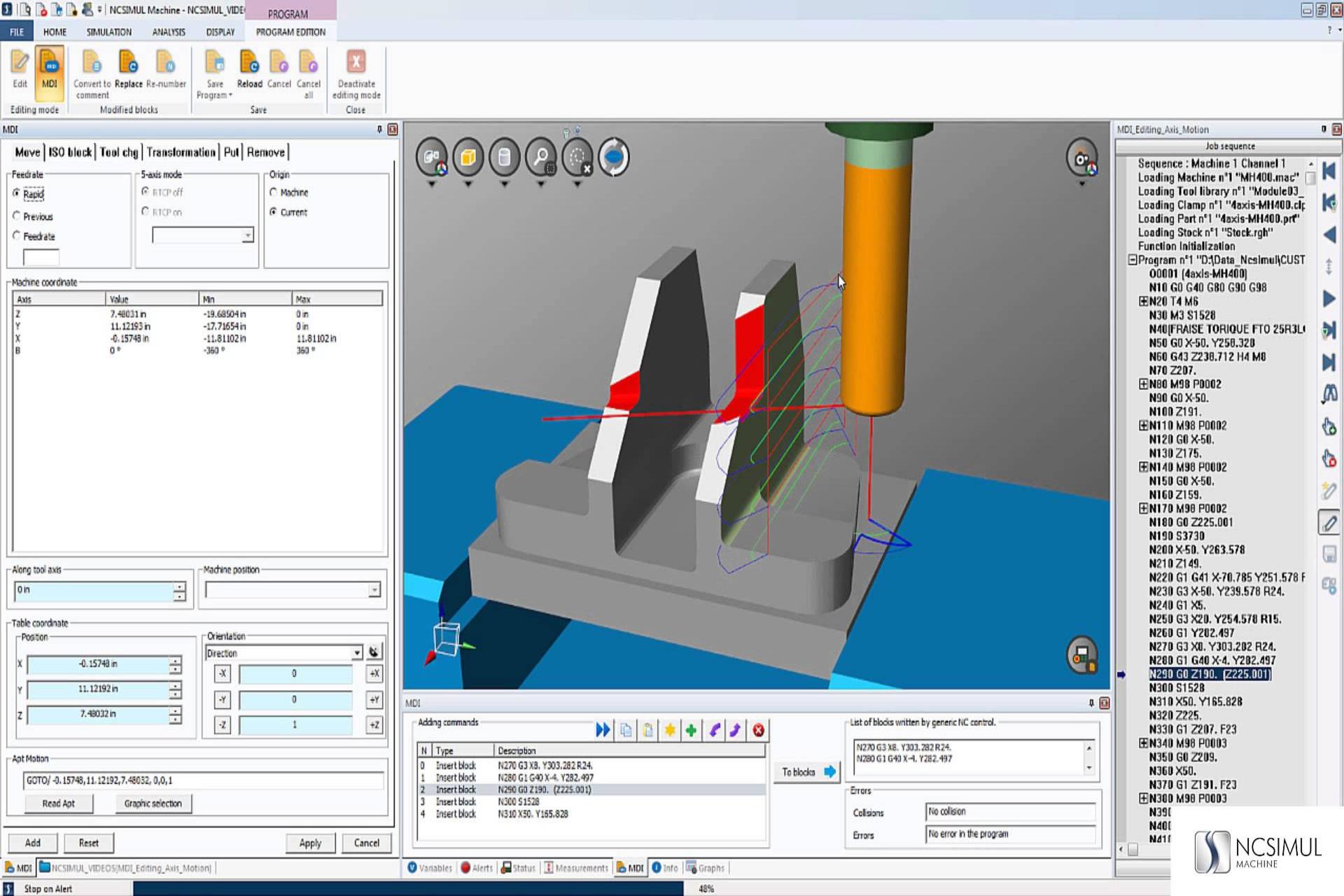
Simulazione CNC avanzata - controllo dei programmi NC
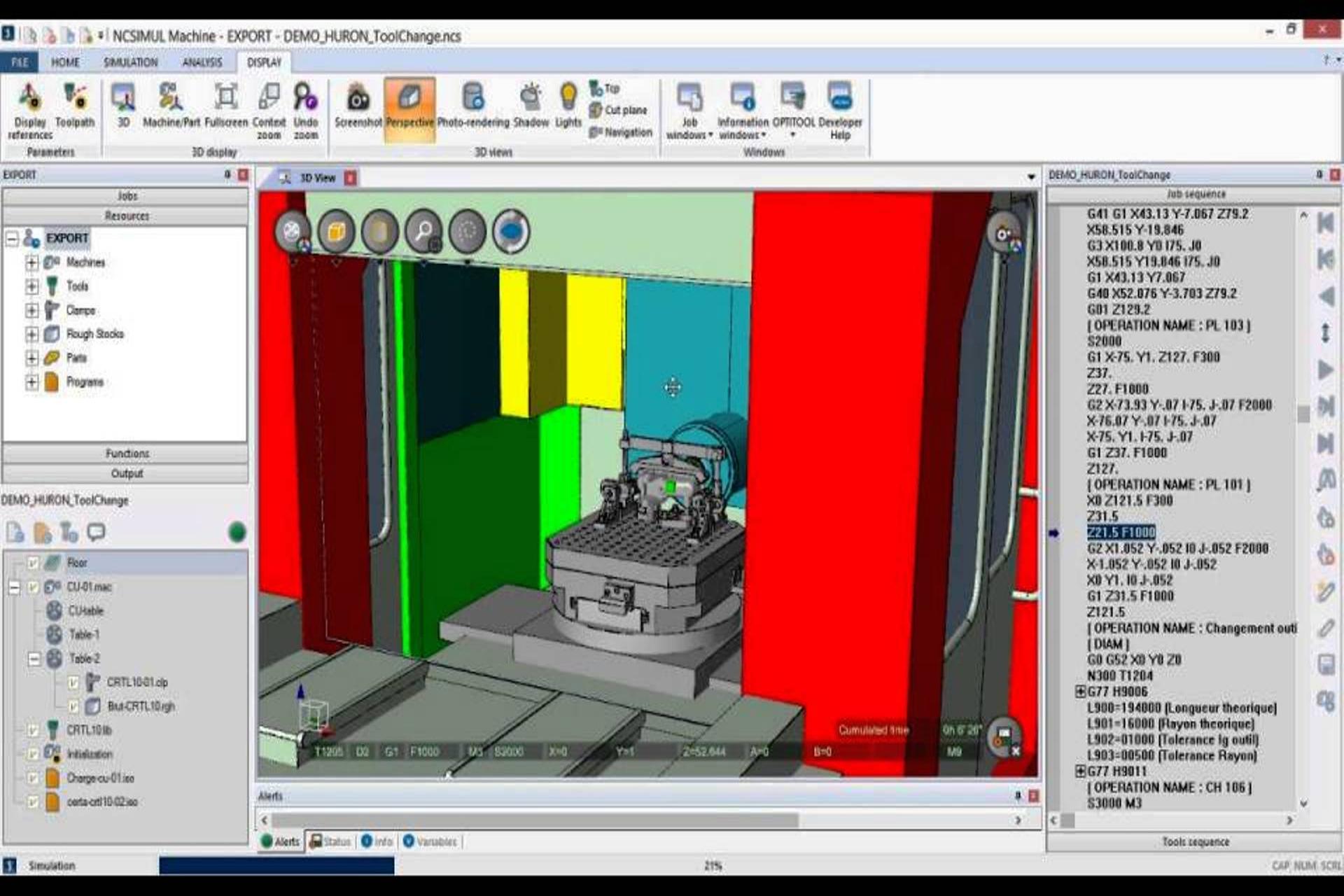
NCSIMUL è un software professionale per la simulazione delle macchine a controllo numerico (CNC). Permette l'analisi completa dei programmi NC, anche complessi, con supporto a sottoprogrammi, macro costruttore, variabili utente e loop, prima dell’esecuzione reale in macchina.
Integrazione diretta con Edgecam
Grazie all’interfaccia diretta con Edgecam, puoi importare automaticamente utensili, grafica 3D della macchina, pezzo e staffaggi, ottimizzando la fase di preparazione e simulazione.
Perché controllare i programmi NC è essenziale
La preparazione dei programmi CNC è cruciale per evitare errori, rotture, tempi morti e riduzione della produttività. Con NCSIMUL puoi evitare:
- Costi di test macchina
- Rotture utensili e danni
- Scarti e rilavorazioni
- Fermi linea e tempi persi
Funzionalità principali di NCSIMUL
- Simulazione G-code e macro costruttore
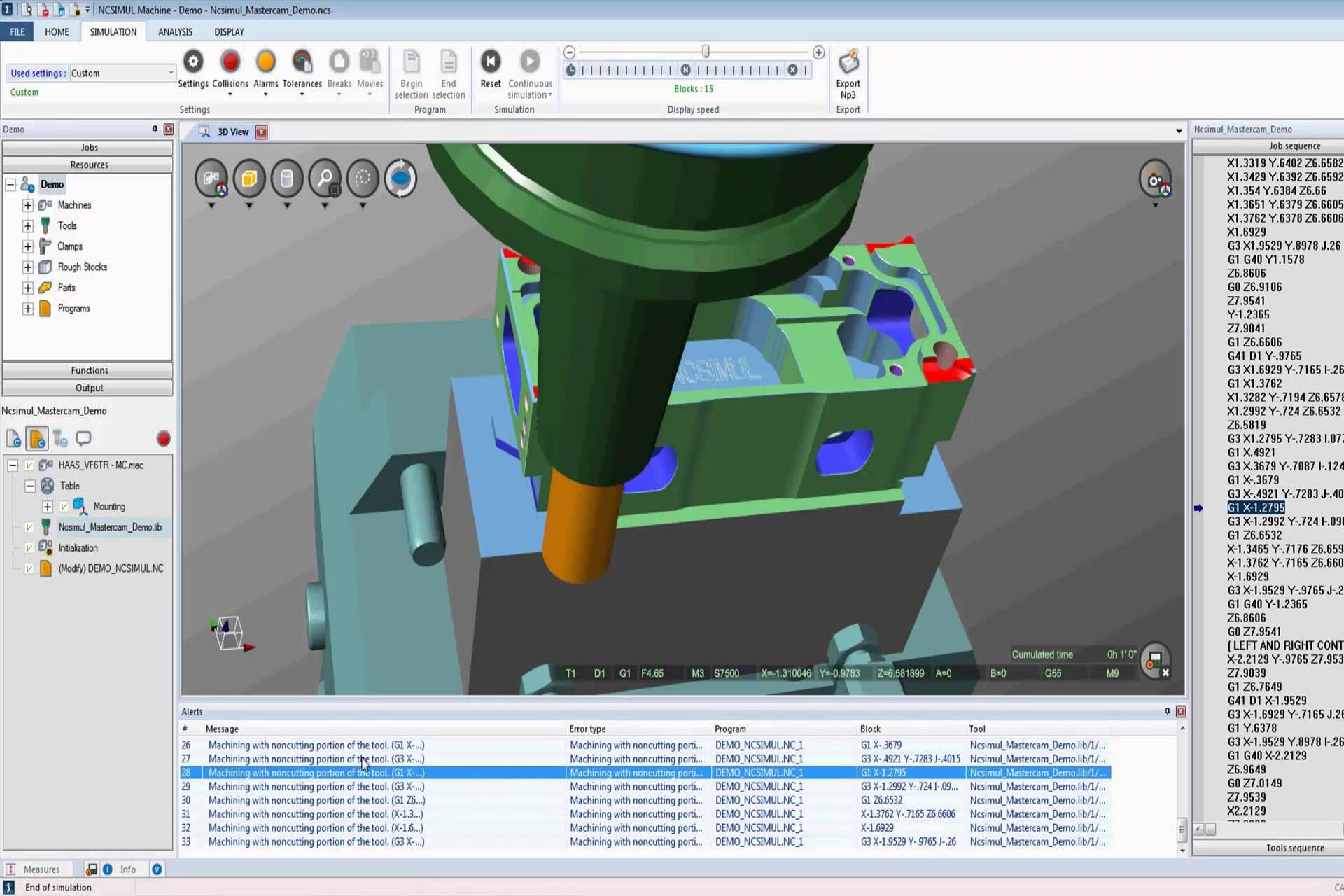
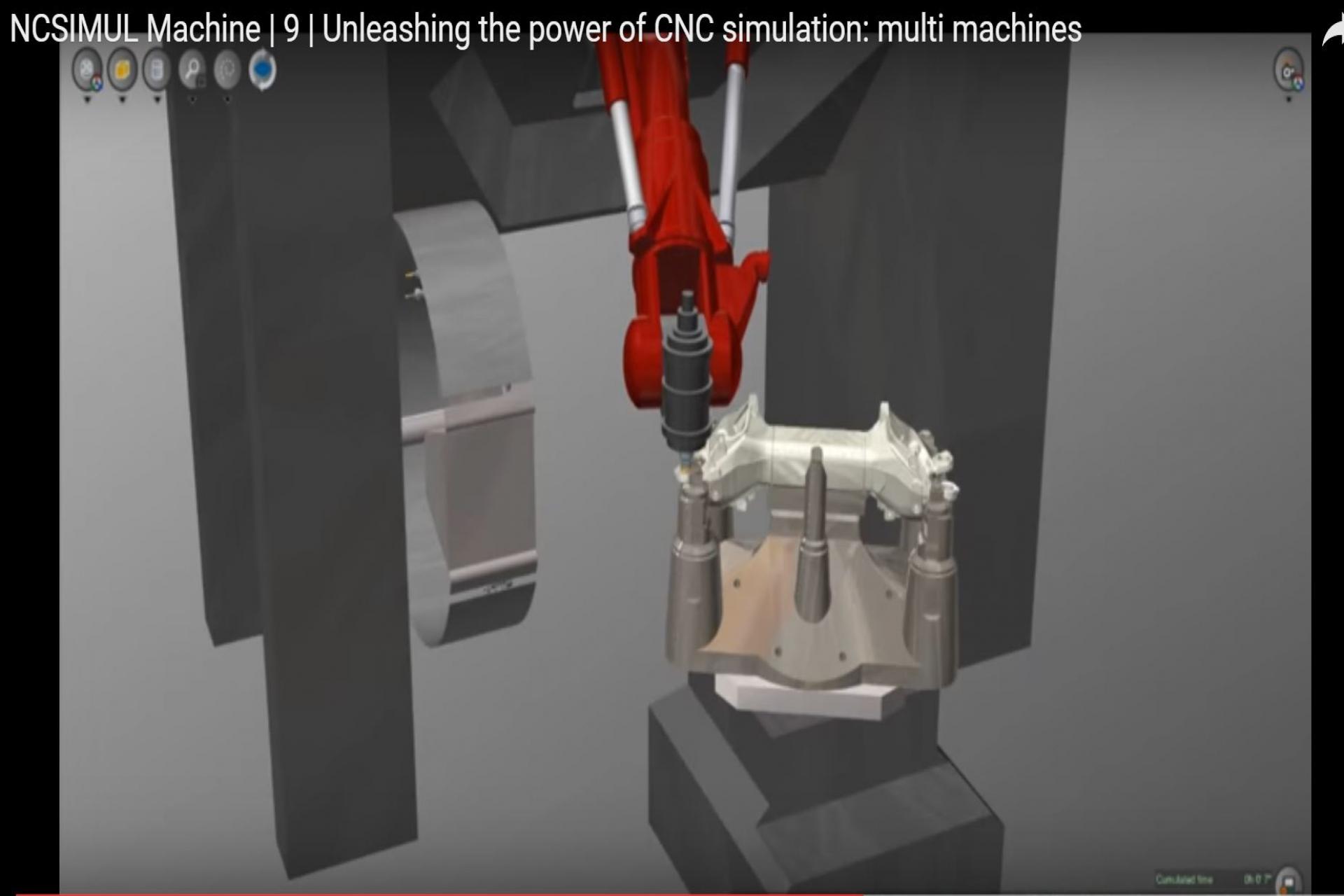
- Anteprima grafica 3D del percorso utensile
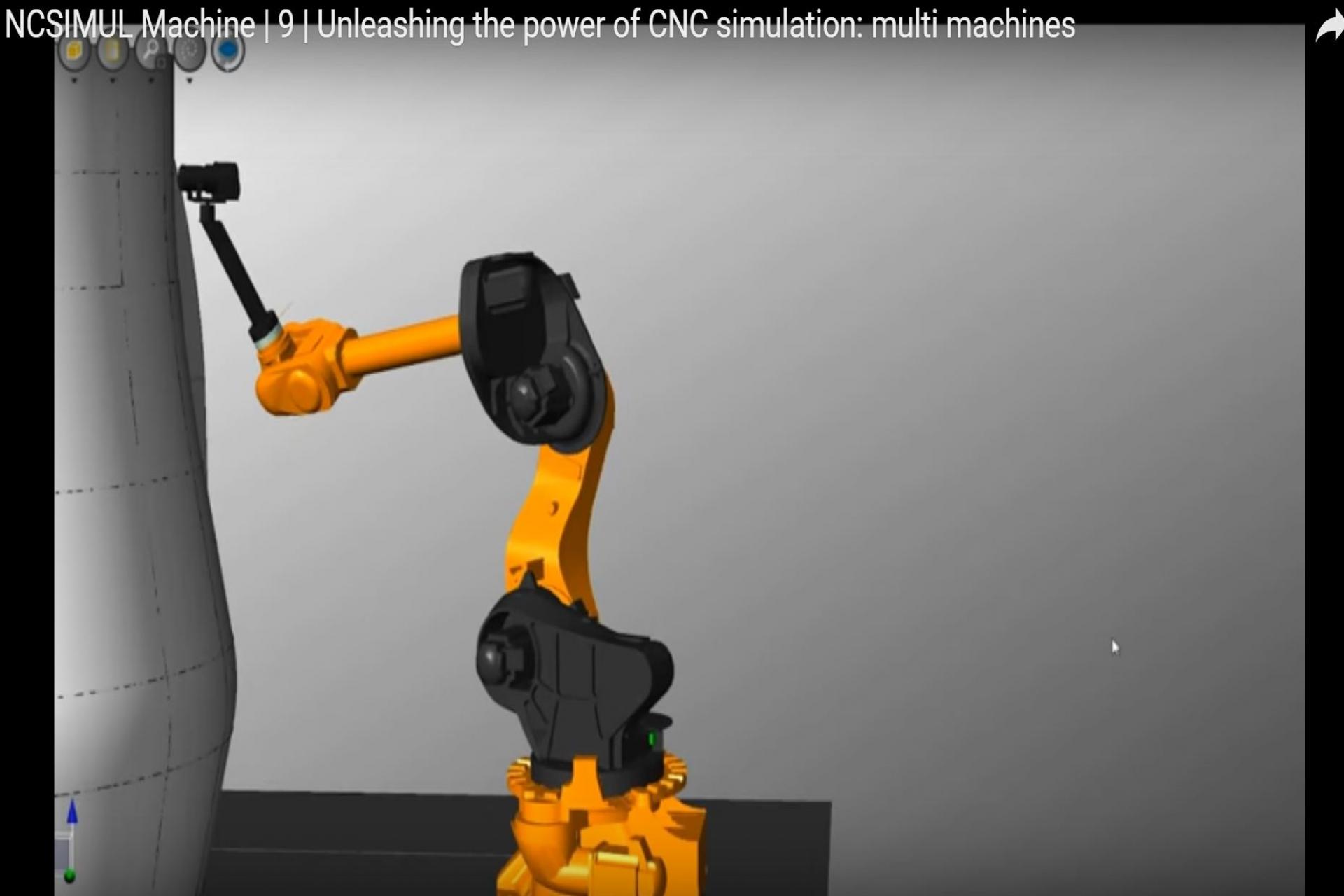
- Visualizzazione dinamica dei movimenti macchina
- Controllo collisioni e gestione utensili
- Supporto multicanale illimitato
- Soluzione chiavi in mano: licenza, supporto e servizio inclusi
Massima affidabilità per ogni CNC
Con NcSimul puoi gestire qualsiasi programma su qualsiasi macchina CNC, garantendo la massima sicurezza e controllo grazie alla simulazione avanzata delle lavorazioni.
Nota: il software non include simulazione di deformazioni lamiera post-punzonatura o rivettatura.
Click sulle fotografie per visualizzare la galleria